

TPV材料挤出加工工艺应该注意哪些问题
文章来源:山东泰瑞丰官网浏览量:时间:2022-06-08
TPV材料-热塑性硫化橡胶也会俗称为EPDM/PP、TPE-S材料,因其优异的耐老化、回弹性能广泛于汽车配件、建筑密封条、电缆护套、轨道交通、电子电器、医疗器械,其中不少制品是TPV材料挤出加工工艺成型的,其生产效率及成本降低取决于多方面,而加工工艺是关键点,那么TPV材料挤出加工工艺应该注意哪些问题呢,小编带大家来了解一下。
1、 设备及参数
真空干燥箱或鼓风干燥器(若采用611系列,只需鼓风干燥箱),单螺杆挤出机,机头,口型,定型模,冷却水槽,喷码机,牵引机,裁切装置,投影机。
螺杆直径:≥65;长径比:≥28;压缩比:≥2.6;螺杆与机筒间隙:0.25-0.45;过滤网:60-120目。
2、机头口型要求
收缩比:横向:5%-15% 纵向:3%-5%;定型模:简易;结构设计及制作要求为慢速线切割并有足够入口和出口压力(进胶口较出胶口大,流道长度足够),各部位压力、流速均衡。尽量避免死角。足够光洁度并易拆装,存料易清理。
3、注意事项
TPV与PVC的设备最好不混用(两者工艺差别很大,且完全不相容),而且水分对TPV加工性能和产品外观影响很大,因此原材料需要烘干。挤出机头的口型收缩比横向5-15%,纵向3-5%,挤出牵伸比不超过1.1,开机之前,需要先将拆下口型,用新料将机筒及机头中的存料顶干清干净。试模调模挤出时,应同时挤出基材料与涂层料来确定尺寸,口型各个边的流速和背压要一致,保证供料充足。
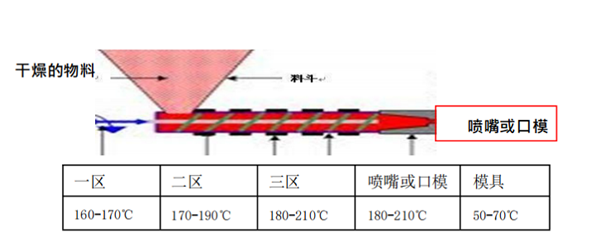
4、挤出加工工艺温度设置
下一篇:TPV材料挤出加工制品会出现的缺陷分析及解决方法 上一篇:TPV材料有那些优势




相关阅读
- TPE材料耐高温特性解析:为何成为
- 触手可及的科技之美:TPSiV,让你
- TPE高弹运动材料,打造美好健身体
- 打造绿色运动——TPE耐候场地料助
- 释放力量,塑造完美线条:高回弹
- “TPE运动器材材料 vs传统运动器材
- "健康运动新伙伴:TPE运动器材,让
- TPE运动器材应用之健腹轮滑盘
- 热塑性弹性体TPE运动器材的应用优
- TPE食品级正己烷项目检测解密


